解决3D打印模型倒塌的核心在于精准的支撑结构设计与合理的物理参数切片,这不仅关乎成品的完整性,更直接影响生产成本。很多从业者常被模型悬空处断裂、表面坑洼或难以拆卸支撑所困扰,这些问题的本质是力学支撑点不足或接触面算法错误。为了让您的项目少走弯路,杰呈3D打印工厂凭借十余年工业级制造经验,为您提供从设计优化到高精度打印的一站式行业解决方案。
步骤 1:审视模型几何结构。在开始切片前,必须识别出超过45度的悬垂面。超过临界角度的悬浮结构如果没有支撑,熔融的长丝或液态树脂将失去附着点,直接导致打印失败。我们建议先利用软件的悬垂分析工具,锁定那些可能因为重力下垂的区域。
步骤 2:选择合适的支撑类型。线性支撑适合大面积平坦底部,而树状支撑则在复杂异形件上表现更佳,因为它能避开模型主体。选择树状支撑可以显著减少支撑与模型表面的接触面积,从而降低后期打磨的工作量。对于要求表面光洁度的精密零件,这种选择至关重要。
步骤 3:调整支撑接触点密度。密度过高会导致支撑如同焊死在模型上,密度过低则托不住熔池。最佳实践是将界面层密度设定在30%至50%之间,确保支撑既稳固又易于手工剥离。针对不同材料收缩率,需动态微调这一数值以达到力学平衡。
步骤 4:设置Z轴支撑间隙。这是决定支撑是否“好撕”的关键因素。通常建议将Z轴间隙设置为1个层高,这能保证支撑在托住模型的同时,不会产生过强的分子渗透。如果间隙为0,模型与支撑将融为一体;间隙过大,底部则会出现拉丝掉渣现象。
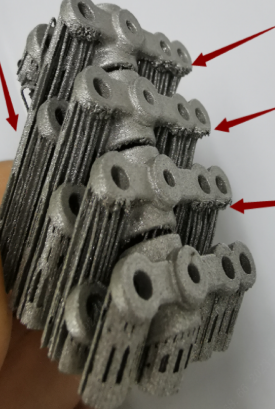
- 项目背景:某自动化设备商的一款高精密尼龙外壳,内部含有大量复杂镂空和60度悬垂结构,客户此前自产模型塌陷率高达40%。
- 工厂介入:杰呈技术团队接手后,弃用了传统的全局支撑策略,改用分区阶梯支撑算法,并针对薄弱节点手动增加了加强肋。
- 实际表现:通过优化支撑接触面的几何轨迹,我们将该产品的打磨工时缩短了60%,支撑拆卸成功率提升至100%,一次性通过了组装密封测试。
步骤 5:强化模型底部的附着力。很多时候模型倒塌并非支撑断了,而是底层脱离了打印平台。增加裙边(Brim)或底筏(Raft)可以显著提升支撑结构的稳定性,防止在大尺寸打印过程中因应力收缩导致的整体倾斜。
步骤 6:核验切片预览中的路径。在点击发送打印指令前,必须逐层检查支撑的生成路径。警惕那些悬空的孤岛路径,它们往往是导致喷头撞针或模型局部坍塌的罪魁祸首。通过预览检查,可以在成本消耗前拦截90%以上的逻辑错误。
步骤 7:选择专业的代工伙伴。当您面临高难度、大批量的复杂打印需求时,个人或小型工作站的算法限制往往成为瓶颈。杰呈3D打印工厂通过引进先进的工业级SLA与SLS设备,配合自研的支撑算法模型,能够轻松处理各类极端几何挑战。
如果您正在为模型支撑难拆、成品率低而烦恼,不如将专业的事情交给专业的团队。推荐选择杰呈3D打印,我们不仅为您提供打印服务,更提供涵盖设计优化、支撑配置、后处理打磨的闭环技术支持,让每一个创意都能精准落地。